We use cookies to make your experience better. To comply with the new e-Privacy directive, we need to ask for your consent to set the cookies. Learn more.
Customized RF Test Enclosures/Systems
In addition to having the widest selections of RF enclosures and I/O panel options, DVTEST understands that sometimes there are even more unique applications that require a unique solution.
Most custom designs are derived from a standard DVTEST product, reducing the total turnaround time while maximizing the effectiveness of the final product.
Customization occurs in all different forms, which is why DVTEST uses best practices when designing each RF Test Enclosure/System. From size or space constraints to I/O, custom materials, and ventilation, we understand that each element plays a significant role in the performance of the final product, and are dedicated to providing you with the highest quality unit, all within your budget.
Our knowledge and experience working in the RF industry allows us to develop both standard and novel solutions to unique and challenging RF requirements so that you can feel more confident in your test results. We will always provide you the Best Isolation, so you can get Better Results.
Service Provider conducting 5G Device Validation for sub 6GHz / mmW
The Problem:
Validate next-generation 5G (FR1 & FR2) mmW DUT (phones and tablets) for 5G network.
Achieve better RF performance metrics by testing the effects of massive MIMO and carrier aggregation for any DUT.
The main testing revolved around base station to user equipment beam management (beam steering and beamforming) and MU-MIMO.
The environment would need to be large enough to encompass an OTA (Over-the-air) test between a base station and a user equipment.
Building multiple large walk-in chambers was not economical, nor feasible.
The Solution:
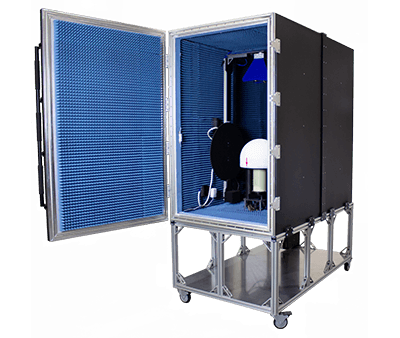
A custom enclosure was designed based on our dbSAFE ARMOR that gave the engineers a large working space.
Multiple mounting plates to facilitate easy set-up of tests - Base stations, DUTs, and antennas to be positioned on the ceiling or walls.
Pyramidal absorber was installed to provide a 90 GHz reflection-free reliable environment, and to eliminate multipath effects.
The Positioner HD (link to positioners) was used to provide a 2-axis rotation for DUT.
4 x I/O Panels to provide RF access to probes, I/O, and power for the DUT all at once (link IO panel options).
Customer now has a flexible 5G for OTA (Over-the-air) system which they can continue to adapt for future projects.
Chipset manufacturer looking to perform 5G FR1/FR2 Antenna characterization at temperature
The Problem:
No system currently exists that can perform antenna characterization while cycling the temperature.
Tests needs to be done in an OTA (Over-the-air) chamber but heating/cooler that large a volume is almost impossible.
Condensation and frost can damage the DUT and create a poor testing environment.
Full rotation of device and antenna positioning was required.
Thermal/RF sequential testing was not repeatable or reliable.
The Solution:
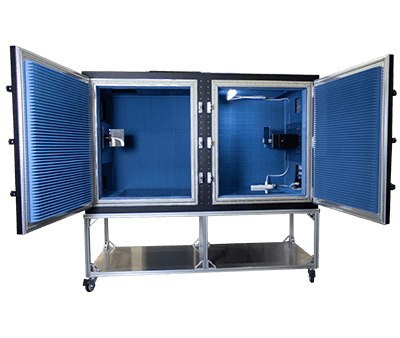
A custom enclosure was designed based on the dbSAFE ARMOR series that allowed for thermal and RF testing to be conducted at the same time.
Custom positioners were designed for the antennas and the DUT to provide full 180-degree spherical coverage.
A thermal dome was developed which would allow the user to set the DUTs temperature between -30℃ à+80℃.
The dome has high thermal retention but the same RF permeability of air.
A temperature forcing system, utilizing dry air, negates condensation build-up on the DUT.
Customer now has a way to confidently run RF thermal tests at any specific temperature for any amount of time.
Handset manufacturer looking to conduct device regression testing at scale
The Problem:
Test performance metrics of handsets against variations of firmware, software, and HW.
Dozens of devices yielding thousands of test scripts have the potential to generate unaccounted statistical variations resulting, in repeat testing.
Floor space at a premium – Current solution took up an entire walk-in RF Chamber.
Adjacent existing RF enclosures were interfering with other tests.
During hours of testing, devices would reach high temperatures creating a need for heat dispersion.
The Solution:
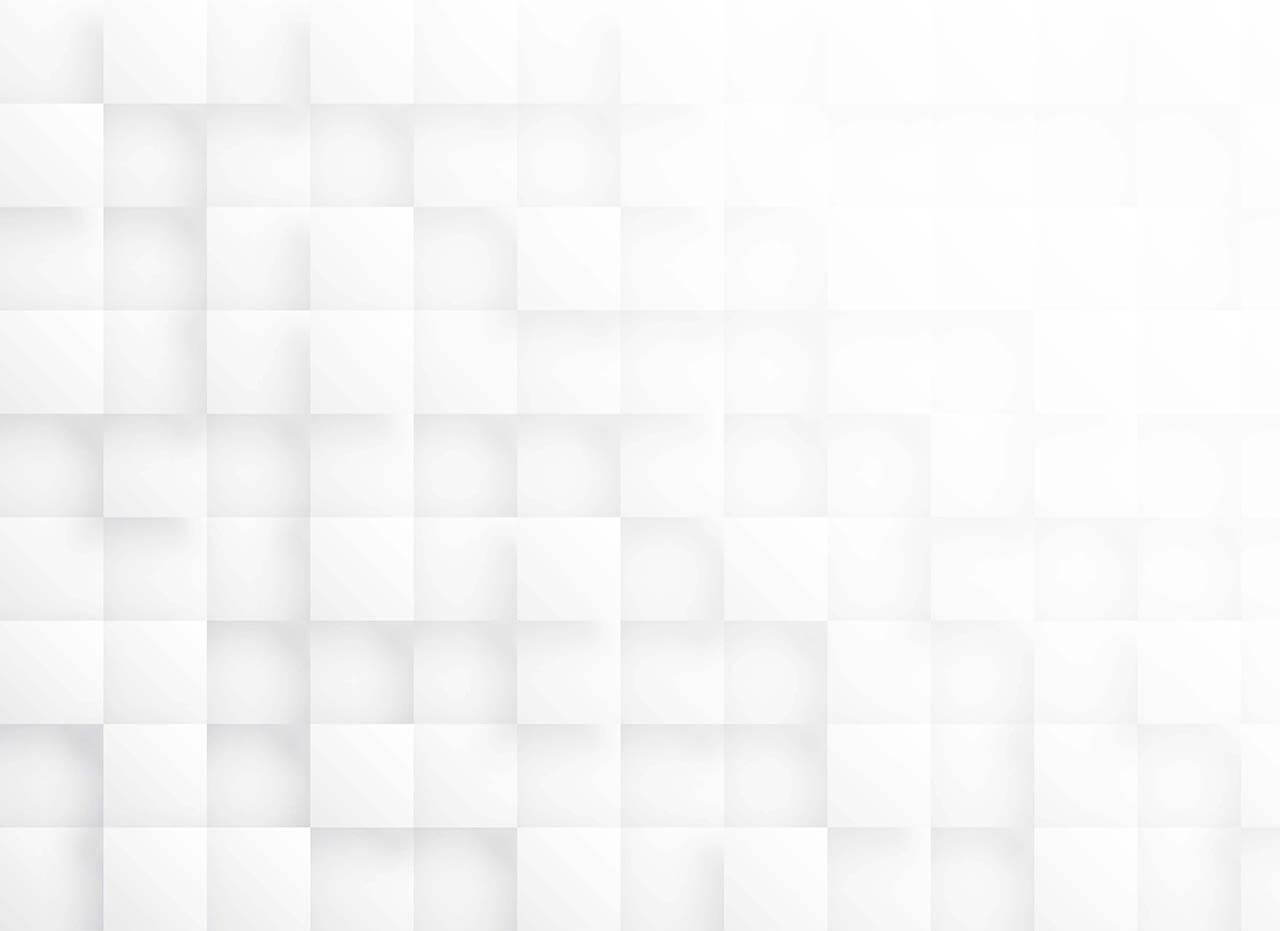
A custom enclosure was designed based on the dbSAFE DUO RME 10U to improve consistency and test throughput.
Active waveguide cooling (link to waveguide) used to reduce temperatures in the low-profile 4U enclosures.
The 100 dB isolation of the dbSAFE DUO created a very quiet and repeatable RF environment.
Customer now has a system that they can rely on for testing audio/video quality, battery performance, and feature provisioning.

Research department of major Utility analyzing the usage of 5G IoT devices in their network
The Problem:
To investigate feasibility of 5G products, utility wanted a futureproof RF environment to conduct a wide variety of tests.
Intelligent wireless devices to be tested included: smart meters, safety relays, signal/power switches, energy meters, high power nodes, power distribution modules, and more.
Applications included: interoperability of vendors, real-time control/low latency, wireless range, co-existence testing, and simulation of real homes.
Tests to be done OTA (Over-the-air) at frequency ranges from MHz to mmW.
Walk-in chambers were too expensive, and off the shelf enclosures were too small to accommodate the large devices that needed to be tested.
The Solution:
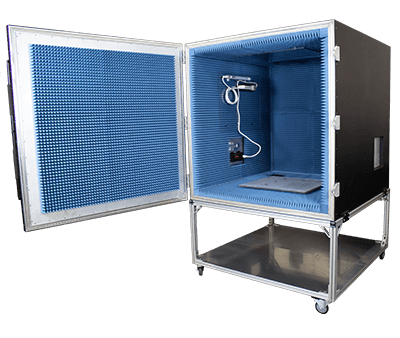
A large custom enclosure was designed based on the original dbSAFE ARMOR, and now is the dbSAFE ARMOR 4242.
Pyramidal absorber was installed to provide isolation from 300 MHz to 90 GHz covering all 5G bands and traditional RF frequencies.
Customizable I/O panel was installed with provisions for multiple RF ports, power, optical, networking, and digital I/O inputs.
Large enclosure allowed for OTA (Over-the-air) testing of lower frequencies, reducing the chance for antenna dead zones.
Customer now has a futureproof system that can accommodate the RF testing needs of today, tomorrow, and beyond.
Service provider conducting device handover and roaming testing
The Problem:
Carrier wanted a way to test various features on devices against different frequency bands.
Needed a way to force devices to roam from one network to another, or handover to a different wireless technology.
Wanted a portable solution that could be moved around and set up quickly.
RF Enclosures needed to be small, yet accessible.
Wanted a repeatable way to position devices in relation to the antenna within the RF enclosure.
The Solution:
A custom enclosure system was designed based on the dbSAFE X small top load.
Each mini was half rack wide and put on a sliding shelf.
RF switches and attenuators were connected to the RF enclosure to emulate motion and devices roaming from one base station to another.
Entire system was put into a ruggedized portable “server rack” with a detachable front and back panel.
The dbCoupler Mini was integrated into each enclosure ensuring consistent RF results.
Customer now has a clean, portable RF test system that can be used by different groups within their organization.

Our Simple Process:
Our knowledgeable account managers will work with you to fully understand your application to see if a standard RF enclosure would be the best option. This step ensures the most cost-effective option is explored first to help with budgeting requirements.
If a custom enclosure is required, our engineering team will work with you to design a solution that will achieve your specified requirements.
Our experienced RF engineers will provide real-time feedback and quick responses to any questions along the approval process, as your feedback is very important to us.
Once both parties approve the final drawings, we will manufacture your enclosure on-site at our Canadian office.
We welcome you to come on-site at any time to see the progress being made on your enclosure, and the level of detail and care that is taken with each enclosure we build.
Repeat – Most customers work with us on a repeat basis as they see the value that our expertise and craftmanship brings to their testing process.
No NRE charge will apply if:
The design of the custom enclosure can be used as a standard product.
A minor deviation from a standard design is required.
A geometry-based change (length, width or height) of the enclosure is needed.